Concepts
MOBLUB
MOBLUB1 (MOBILE LOBP)
MOBLUB2 (MOBILE LOBP low Temperature)
MOBLUB3 (MOBILE LOBP HIGH PERFORMANCES OIL)
MOBRECYCLE
MOBRECYCLE1 (MOBILE INDUSTIAL WATER TREATMENT)
MOBRECYCLE2 (MOBILE USED OIL RECYCLING)
MOBRECYCLE3 (MOBILE OXYDIZED OIL RECYCLING)
MOBRECYCLE4 (MOBILE DANGEROUS SOLID RECYCLING)
MOBRECYCLE5 (MOBILE DANGEROUS LIQUID TREATMENT)
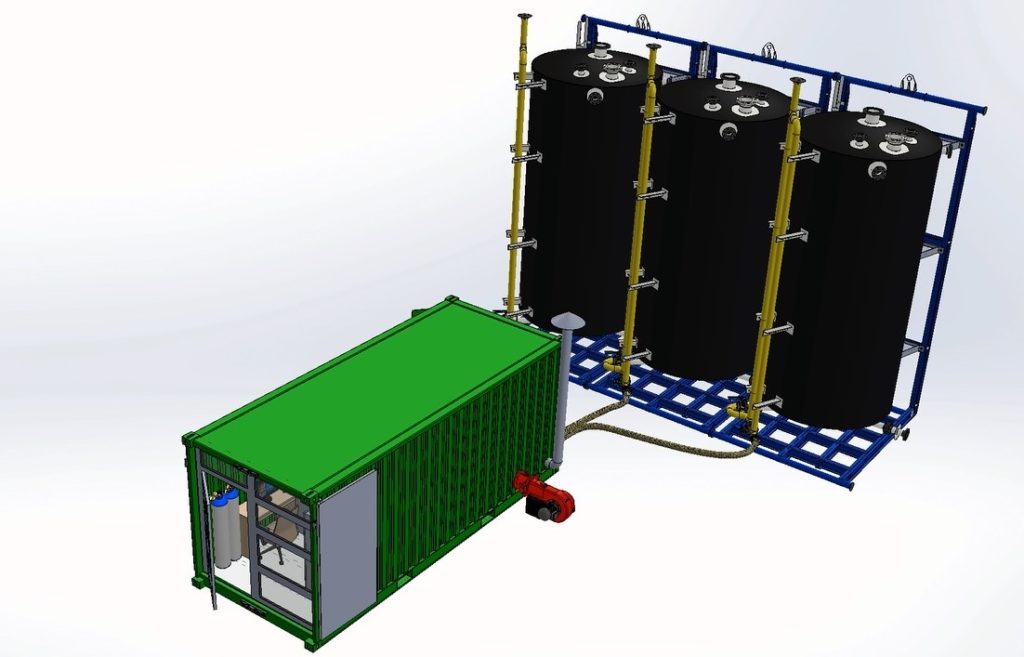
Our system is based on the thermo-cyclonic treatment and grinding of saturated or oxidized heavy fuel oil.
Also noting that the dehydration of heavy fuel oil presents some difficulty because the densities of water and fluid are very close. This forces us to take this data into consideration in our system.
MOBREFINING
MOBREFINING1 (MOBILE PETROLEUM OIL REFINING)
MOBREFINING2 (MOBILE COOKING OIL REFINING)
MOBREFINING3 (MOBILE ESSENTIAL OIL REFINING)
MOBAGRO
MOBAGRO1 (MOBILE AGRO-FOOD PRODUCTION)
MOBAGRO2 (MOBILE FRUIT AND VEGETABLE DRYING)
MOBAGRO3 (MOBILE FRUIT JAMS PRODUCTION
MOBCARB
MOBCARB1 (MOBILE COAL PLANT)
MOBPYR
PYRIND 7in1 (ELECTROMAGNETIC INDUCTION PYROLYSIS OIL,RUBBER,WOOD,BIO ORGANIC WASTE,NON RECYCLING PLASTIC,HOSPITAL WASTE,POMACE)
PYRINDO
OCIANIC developed PYRIND concept (Induction heating in pyrolysis) is an innovative approach that utilizes electromagnetic induction to generate heat directly within the reactor, enhancing efficiency and control over the pyrolysis process. Here are the key aspects of pyrolysis by induction: Mechanism of Induction Heating Induction heating involves the use of an alternating current passed through a coil, generating an electromagnetic field. This field induces eddy currents in conductive materials within the reactor, leading to rapid and uniform heating. The main components of an induction-heated pyrolysis reactor include: • Induction Heater: Positioned externally, it generates the electromagnetic field. • Induction Susceptor: Located within the reactor, it absorbs the induced currents and converts them into heat, directly warming the feedstock material. This method allows for precise temperature control and rapid heating rates, which are crucial for optimizing the pyrolysis process and maximizing product yields. Advantages of Induction Heating in Pyrolysis 1. Energy Efficiency: Induction heating provides high energy efficiency by reducing heat losses associated with traditional heating methods. The ability to generate heat directly within the feedstock minimizes the need for extensive heat transfer surfaces. 2. Rapid Heating Rates: The induction method enables faster heating compared to conventional methods, which can significantly reduce the overall processing time and improve throughput. 3. Uniform Heating: Induction heating promotes uniform temperature distribution within the reactor, which is essential for consistent pyrolysis reactions and product quality. 4. Reduced Thermal Inertia: Unlike electric resistance heating, which can take time to reach desired temperatures, induction heating allows for quick adjustments in temperature, facilitating better control over the pyrolysis process. 5. Scalability: Induction-heated reactors can be designed for various scales, from small laboratory setups to larger industrial applications, making them versatile for different operational needs. Applications Induction heating has been applied in various pyrolysis, particularly for the conversion of solid waste and biomass into valuable products like biochar, bio-oil, and syngas. The technology is still evolving, with ongoing research focusing on optimizing reactor designs and operational parameters to further enhance efficiency and product yields. In summary, pyrolysis by induction heating represents a promising advancement in thermal conversion technologies, offering significant benefits in energy efficiency, heating speed, and process control, which can lead to improved outcomes in waste treatment and resource recovery.
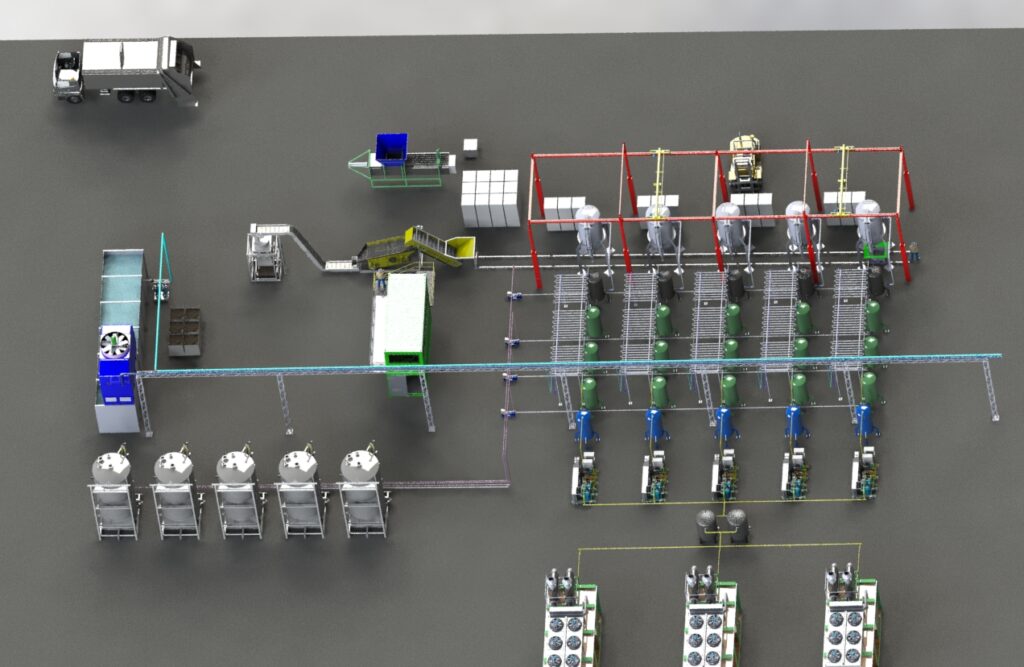
PYRINDO H250 developed by OCIANIC for hospital waste treatment system ensures the complete disintegration of all forms of life. Our innovative treatment unit is specially designed to efficiently process hazardous waste typically accumulated in sealed bags. The process begins with an automatic feeding system: the operator fills an integrated bin, which serves as the main entry point to the installation. This bin feeds a screw conveyor responsible for transporting the waste to the thermal treatment stages.
To ensure a continuous flow and prevent blockages, the feeding system is equipped with a rotary valve. This valve not only ensures a consistent supply to the screw conveyor but also facilitates the fragmentation of waste, improving its handling. Once inside the screw conveyor, the waste is gradually heated by an electromagnetic induction system, distributed across several temperature zones.
After this heating phase, the partially treated waste is transferred to a separation tank. The lighter fractions—mainly gases and vapors—are directed through specific conduits. These conduits lead to an evaporator, which plays a crucial role in recovering the liquid and gaseous components produced during the pyrolysis process.
To maintain a stable temperature within the evaporator, a cooling turbine is integrated into the system. This turbine is controlled by a fully automated regulation loop, ensuring optimal thermal stability throughout the entire process. This precise control is essential to prevent overheating and to ensure the safe operation of the whole system.
Meanwhile, the solid residues collected at the bottom of the first tank are removed via a second screw conveyor, which transports them to a secure storage container. To prevent any risk of self-ignition of the carbonized residues, this screw is itself cooled by another turbine. This system helps maintain the temperature of the solids at around 130 degrees Celsius before their final storage.
Inside the evaporator, the liquid fraction is carefully collected at the bottom and can then be stored in suitable tanks. As for the gaseous fraction, it is directed toward the outlet by a flow of cooling air, which prevents any pressure buildup or accumulation of gas inside the evaporator.
At the end of the cycle, the solid carbon obtained is extracted using a screw conveyor and stored in dedicated containers designed for clean and safe handling. A dedicated valve also allows the liquid fraction to be filled into drums, facilitating the collection and transport of the recovered by-products.
Finally, the entire unit operates under the control of a fully automated system, ensuring high reliability, optimal efficiency, and maximum safety for both the machine and the operator.
Optimized & Industry-ready Solutions
For All Your Complicated Needs
We produce cost-effective and innovative industrial equipment & accessories. Our team of experts is ready to serve you when you are worried due to lack of confidence in “effective production”. You are hereby requested to call us for any requirement of innovative equipment listed in our portfolio product.
OCIANIC group adopted a new innovative miniaturized industrial process with state of the art technology.


Our Innovations
Industry Focused Products!
OCIANIC CLEAN CITY WASTE FREE CONCEPT
OCIANIC’s Clean City Solution is a master plan for an integrated waste management concept for cities and regions that want to improve their sustainability, reduce carbon dioxide production, and make waste disposal a thing of the past. The ambitious plan combines new products and new energy resources